填料箱盖钻4-M10螺纹底孔机械夹具设计详解
在机械加工领域,夹具是连接工件、机床与刀具的关键工艺装备,其设计的合理性与精度直接影响着加工效率、成本与产品质量。本文以“填料箱盖”零件上钻削4个均布的M10螺纹底孔为例,详细阐述其专用钻床夹具的设计思路、结构要点,并附有完整的CAD图纸与设计说明书。
一、 工件分析与工艺要求
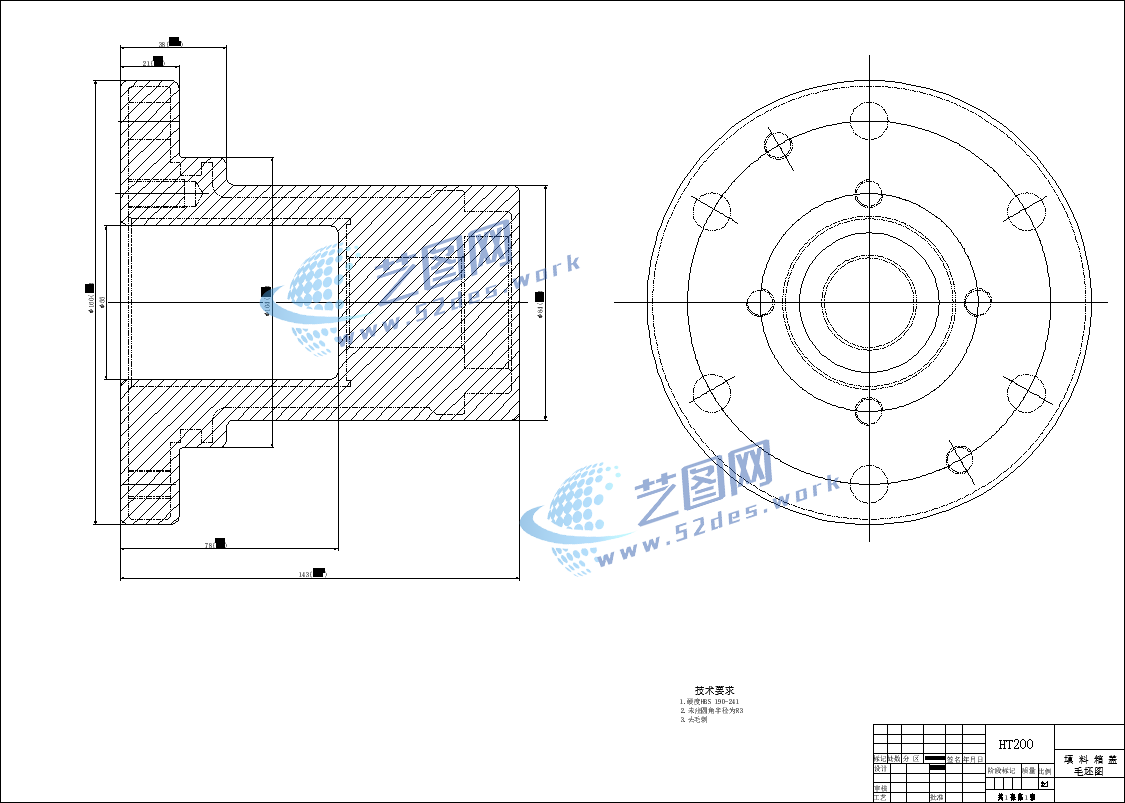
填料箱盖是一种典型的盘盖类零件,通常用于密封和支撑。本次加工任务是在其端面法兰上,沿圆周均布钻削4个直径为Φ8.5mm的螺纹底孔(对应M10粗牙螺纹),要求孔的位置度、垂直度及尺寸精度符合图纸要求。工件毛坯为铸件或锻件,已加工好主要基准面。由于是大批量或中批量生产,为提高效率、保证质量并降低操作者劳动强度,设计专用钻模夹具势在必行。
二、 夹具设计总体方案
- 定位方案:采用“一面两销”的完全定位原则。以工件已加工的大端面作为主要定位基准,限制三个自由度(X旋转、Y旋转、Z移动);选用一个短圆柱销和一个菱形销插入工件底面已有的两个工艺孔中,限制剩余三个自由度(X移动、Y移动、Z旋转)。此方案定位可靠,精度高,且便于工件快速装卸。
- 夹紧方案:考虑到钻孔轴向切削力较大但扭矩较小,夹紧力主要需克服轴向力。设计采用“铰链压板”或“螺旋压板”机构。在夹具本体上设置一个可翻转或移动的压板,通过螺栓或快速螺旋手柄驱动,将工件压紧在定位面上。该结构简单、可靠,自锁性好,且压板开口范围大,方便工件取放。
- 导向方案(钻模设计):这是钻夹具的核心。设计一个固定式钻模板,其上装有4个高精度钻套,其位置与工件上4-M10底孔位置完全一致。钻套选用快换钻套或固定钻套,内径为Φ8.5F7,为钻头提供精确导向,并保证孔间位置度。钻模板通过定位销和螺钉精密固定在夹具体上。
三、 夹具结构设计与CAD图纸
夹具主要构成部分包括:
- 夹具体:作为基础件,需有足够的刚度、强度和稳定性。通常设计成箱式或板式结构,底部有定位键槽以便在钻床工作台上定位安装。材料可选用HT200灰铸铁。
- 定位元件:包括定位平面(与工件大端面接触)、短圆柱销和菱形销。所有定位面需精磨,保证精度。
- 夹紧装置:如前所述的螺旋压板机构,需进行夹紧力计算,确保夹紧可靠且不使工件变形。
- 钻模板与钻套:钻模板厚度需保证强度,钻套采用过盈配合压入模板。钻套下端与工件表面保持适当排屑距离(约(0.3~1)d)。
完整的CAD图纸(图号可参考C22766)应包含:
- 夹具装配总图:清楚表达各元件装配关系、总体尺寸、关键配合尺寸与公差、技术条件(如各定位面的平行度、垂直度要求)。
- 非标零件图:如夹具体、钻模板、专用压板等,需标注全部尺寸、公差、形位公差、表面粗糙度及热处理等技术要求。
- 标准件清单:列出所有使用的螺栓、销、钻套等标准件的规格与国标号。
四、 设计说明书要点
随夹具图纸附上的设计说明书(或课程设计说明书)应系统阐述:
- 设计任务来源与加工零件分析。
- 定位原理分析与定位误差计算。
- 切削力计算与夹紧力计算,验证夹紧可靠性。
- 夹具结构方案的论证与选择。
- 夹具主要技术条件的制定依据。
- 夹具的使用操作方法、注意事项及保养说明。
- 设计与心得体会。
五、 优势与应用价值
该专用夹具设计,通过精密的“一面两销”定位和快换钻套导向,能确保4个M10底孔的高位置精度和一致性,完全摆脱了划线找正的繁琐工序。其操作简单快捷,大幅提高了生产效率,特别适合于批量生产。设计过程涵盖了定位、夹紧、导向、夹具体等核心知识,是机械制造工艺学与夹具设计理论的典型实践案例,具有重要的教学参考与工程应用价值。
一份优秀的填料箱盖钻孔夹具设计,是理论计算、结构创新与工程实践紧密结合的成果。清晰的CAD图纸与详尽的设计说明书共同构成了完整的技术文档,为夹具的制造、验收与使用提供了可靠依据。
如若转载,请注明出处:http://www.zgzdsh.com/product/63.html
更新时间:2026-05-29 08:27:32









